

Most industrial floor failures aren't caused by heavy machinery. They're the result of invisible chemical reactions that eat your assets from the inside out. You've likely seen the signs of premature etching or feared the heavy fines associated with slab penetration. It's a liability you can't afford. High-performance chemical resistant floor coatings aren't just an upgrade; they're a technical necessity for any facility that values its bottom line. Precision matters. Results matter.
We understand that you need more than a surface-level fix. You need a floor that stands up to specific corrosives while meeting the 2024 International Building Code standards adopted by Atlanta in 2026. This article provides the roadmap to master these technical standards and eliminate the uncertainty of environmental compliance. We'll break down the latest EPA amendments, the shift toward low-VOC resin chemistry, and why North America now commands 38.3 percent of the global industrial flooring market. It's time to engineer a solution that lasts.
Key Takeaways
- Identify how untreated concrete acts as a porous sponge and how molecular cross-linking creates an impenetrable barrier against corrosive failure.
- Match your facility’s specific chemical exposure—from minor splashes to long-term pooling—to the correct resin chemistry using Safety Data Sheets.
- Recognize that superior durability begins with mechanical surface preparation, including diamond grinding, to eliminate the primary cause of coating delamination.
- Secure long-term environmental compliance and asset protection by implementing professional-grade chemical resistant floor coatings under strict atmospheric controls.
Beyond the Surface: Understanding Chemical Resistance in Industrial Environments
Chemical resistant floor coatings are not merely paint. They are engineered barriers specifically formulated to withstand the aggressive molecular assault of acids, alkalis, and industrial solvents. In high-traffic Atlanta facilities, the 2026 standard for durability is no longer a suggestion; it is a regulatory requirement following the state's adoption of the 2024 International Building Code. Neglecting these standards invites catastrophic risks. You face structural slab failure, potential soil contamination, and severe OSHA violations that can shutter an operation overnight. Precision is your only protection.
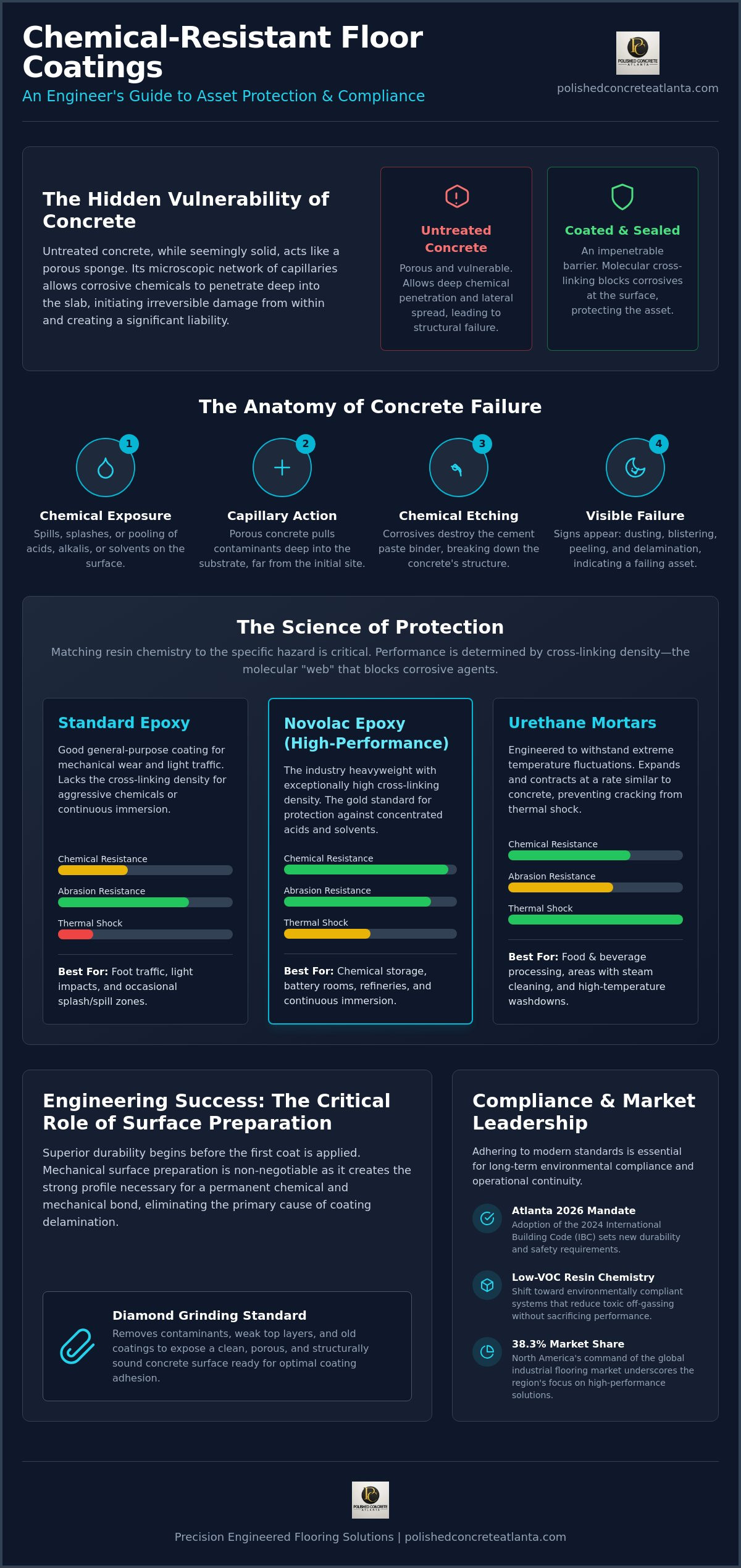
Untreated concrete is deceptive. While it appears solid, it functions as a porous sponge. Its microscopic network of voids and capillaries allows liquid contaminants to penetrate deep into the substrate, where they can spread laterally far beyond the initial spill site. This internal saturation makes remediation nearly impossible once the damage is done. You aren't just protecting a floor; you're sealing a liability.
The Anatomy of Concrete Failure
When corrosive agents penetrate the surface, they initiate a process known as chemical etching. This reaction aggressively destroys the cement paste binder that holds the aggregate together. Capillary action then pulls these corrosives deeper into the slab, compromising the structural integrity from the inside out. You can't ignore the warning signs. Look for dusting concrete, where the surface literally turns to powder. Watch for blistering and delamination, where the bond between layers has completely surrendered to chemical pressure. These aren't just aesthetic flaws. They are evidence of a failing asset.
Why Standard Epoxy Often Fails in Chemical Zones
Many facility managers mistakenly believe that any industrial coating will suffice. This is a costly error. While standard Epoxy resins offer excellent wear resistance for foot traffic and light impacts, they often lack the cross-linking density required to block aggressive solvents. There is a critical distinction between "splash and spill" resistance and "continuous immersion" standards. A generic coating might survive a momentary spill, but it will soften and peel when subjected to pooling chemicals or frequent washdowns. To achieve a genuine return on investment, you must implement a professional industrial floor coatings Atlanta strategy. It's about matching the resin chemistry to the specific hazard. Don't settle for "good enough" when your infrastructure is on the line.
The Science of Protection: Comparing Coating Chemistries
Chemistry isn't just theory. It's the definitive difference between a floor that lasts a decade and one that fails in a week. The core of high-performance chemical resistant floor coatings is cross-linking. This is the formation of a molecular "web" during the curing process. Think of it as a microscopic shield. The tighter the web, the more difficult it is for corrosive molecules to penetrate the surface. We don't guess at these formulations. We engineer them for specific industrial threats.
As of January 2026, Georgia's adoption of updated building codes has shifted the focus toward low-VOC (Volatile Organic Compound) standards. You can't just slap down any industrial product. You need systems that meet these environmental mandates while providing uncompromising durability. Modern resin technology now allows for rapid curing times, reducing facility downtime without the toxic off-gassing of the past. Precision in chemistry ensures compliance without sacrificing the integrity of your concrete assets.
Novolac Epoxy: The High-Performance Heavyweight
Novolac epoxies are the undisputed heavyweights of the industry. These resins are designed with a much higher cross-linking density than standard counterparts. This makes them the gold standard for environments dealing with concentrated sulfuric or nitric acids. Whether it's a battery charging room, a chemical storage refinery, or a high-output manufacturing plant, Novolac is the only logical choice. The material cost is higher. The longevity is extreme. It's a pragmatic investment in asset protection that eliminates the cycle of frequent repairs.
Urethane Mortars and Topcoats
Urethane mortars solve a different set of problems. In food and beverage processing, thermal shock is a constant threat. When you hit a cold floor with high-temperature steam or boiling water, standard coatings crack. Urethanes expand and contract at a rate nearly identical to the concrete substrate. They also provide superior resistance to organic acids like those found in dairy or citrus plants. Using a urethane topcoat over standard epoxy flooring can act as a sacrificial layer, extending the life of the primary system while maintaining high aesthetic standards.
These systems do more than just block chemicals. They are essential safety tools. By incorporating OSHA safety color code standards into the final application, you can mark hazardous zones permanently. This eliminates the need for frequent repainting of safety lines that peel under chemical stress. If you're managing a facility with high-risk exposure, exploring specialized industrial floors is the first step toward long-term ROI.
Mapping the Risks: Selection Framework for Facility Managers
Selecting chemical resistant floor coatings is a technical audit, not a catalog shopping trip. You cannot rely on generic product descriptions when your facility's integrity is on the line. Every chemical in your facility has a specific profile found on its Safety Data Sheet (SDS). Your selection process must begin by cross-referencing these sheets with a Chemical Resistance Chart. We look for data backed by ASTM chemical resistance testing to ensure the resin can withstand the specific concentrations of acids or solvents present in your workflow. Precision at this stage eliminates the guesswork that leads to premature floor failure.
Exposure levels dictate the chemistry. You must distinguish between "splash and spill" scenarios and "continuous immersion." A coating that easily survives a 30-minute exposure might soften and delaminate if subjected to 48-hour pooling. Mechanical stress is the next critical variable. Heavy forklifts with hard poly tires exert massive point loads that can cause micro-fractures in brittle coatings. Once the surface is compromised, chemicals use those cracks as highways to the concrete slab. Temperature also acts as a catalyst; heat accelerates chemical reactivity and speeds up the degradation of the polymer bond. Don't ignore these variables. They are the difference between a high-performing asset and a liability.
Industry-Specific Coating Requirements
Different sectors demand tailored solutions. Pharmaceutical labs require seamless, high-gloss finishes that support sterility and resist aggressive cleaning solvents. In automotive and aerospace facilities, the priority shifts to Skydrol resistance and heavy impact protection. Food and beverage plants face the toughest conditions, needing systems that comply with FSMA standards while resisting organic lactic and citric acids. We don't believe in one-size-fits-all solutions. We believe in engineering the floor to match the specific threats of your industry.
The Impact of Atlanta’s Climate on Selection
Local environmental factors are often the "invisible" cause of coating failure. High humidity in the Southeast can interfere with the curing process of certain high-performance resins, leading to "blushing" or poor adhesion. We also address "Sweating Slab Syndrome" (SSS) with rigorous testing before application. Applying a non-breathable chemical barrier over a slab with high moisture vapor transmission is a recipe for disaster. It's why a strategic partnership with seasoned industrial flooring contractors Atlanta is vital. You need local environmental expertise to ensure the installation survives the Georgia climate as well as it survives the chemicals.
Engineering Success: The Critical Role of Surface Preparation
Surface preparation is the invisible half of a chemical-resistant system. It is also the most critical. Industry data confirms that 90 percent of chemical coating failures start at the concrete-to-coating bond. If the substrate isn't properly engineered to receive the resin, the highest-grade chemical resistant floor coatings in the world will eventually delaminate. We don't rely on acid etching or simple pressure washing. We use mechanical methods like diamond grinding and shot blasting to achieve the precise Concrete Surface Profile (CSP) required for a permanent mechanical bond. Precision is the standard.
Legacy contaminants are a primary threat in modern retrofits. Old adhesives, oils, and previous coatings act as bond-breakers that prevent resin penetration. In the Southeast, achieving a clean slate often requires specialized floor glue removal Atlanta to ensure the new system integrates with the raw concrete. Without this level of detail, your investment is at risk before the first gallon of resin is poured. We eliminate the variables so you can trust the result.
Moisture Mitigation and Barrier Systems
Moisture vapor transmission (MVT) is a non-negotiable variable for Georgia slabs. Hydrostatic pressure from beneath the floor can literally "pop" even the strongest chemical barrier if left unaddressed. We utilize advanced MVT testing to determine if your slab requires specialized epoxy moisture barriers to stabilize the environment. Integrating moisture mitigation for concrete floors into your project timeline isn't an option; it's a technical requirement for long-term ROI. Reliability starts from the ground up.
Repairing Structural Defects
A durable floor must be a continuous floor. We repair structural defects, filling cracks and joints with chemical-resistant, semi-rigid fillers that move with the slab without breaking the seal. Leveling uneven surfaces is equally vital. As established in previous sections, chemical pooling accelerates degradation. Eliminating low spots ensures that liquids flow toward drains rather than sitting in place. For total containment, we install integral cove bases to create a seamless, liquid-tight transition from the floor to the wall. If your facility requires this level of precision, our industrial floor services provide the comprehensive preparation your assets deserve.
Implementing Performance: The Professional Installation Standard
Professional installation is the final barrier between a high-performing asset and a total loss. Industrial-grade chemical resistant floor coatings are not "pour-and-walk" DIY projects despite what retail catalogs claim. These are multi-component systems that demand laboratory-level precision during the mixing phase. Even a minor deviation in resin-to-hardener ratios will compromise the cross-linking web discussed in previous sections. This leads to uncured "soft spots" that allow corrosive agents to bypass the coating and attack the slab directly. We don't leave this to chance. We use high-shear mixing and strict timing to ensure every square inch achieves its full protective potential.
Atmospheric conditions during application are equally critical. We monitor dew point, ambient temperature, and slab moisture with digital precision. If the slab temperature is within three degrees of the dew point, microscopic moisture will condense on the surface and destroy the coating’s bond. This is a common point of failure in Georgia's humid environment. We also implement rigorous Wet Film Thickness (WFT) monitoring throughout the application. Consistent thickness ensures that the protective barrier is uniform, eliminating thin spots that would otherwise become the first point of corrosive breach. After the cure, maintaining your floor is straightforward, but it requires the right approach. Whether you have a coated surface or a high-performance sealed concrete floor, using pH-neutral cleaners is vital to extending the life of the finish.
Quality Control and Testing
We verify our work through empirical testing, not visual inspection. For critical containment areas, we perform spark testing to detect microscopic pinholes that could allow chemical seepage. We also conduct pull-off adhesion tests to confirm that the mechanical bond to the concrete meets or exceeds the specified PSI. Every data point, from the batch numbers of the resin to the atmospheric readings during the pour, is documented. This creates a transparent compliance record for your warranty and environmental audits. We provide the proof of performance you need for total peace of mind.
Choosing the Right Strategic Partner
The difference between a contractor and a technical partner is the depth of their expertise. You need a team that understands resin chemistry as well as they understand a diamond grinder. A strategic partner manages the entire lifecycle of the project, from the initial moisture mitigation to the final quality control check. This holistic approach eliminates the finger-pointing that occurs when multiple vendors are involved. It ensures the integrity of the final product. If you're ready to protect your facility with an uncompromising standard of durability, contact Polished Concrete Atlanta for a technical floor evaluation.
Protect Your Infrastructure with Engineered Precision
Your facility's floor is more than a walking surface; it is a critical defensive barrier. As we have detailed, the longevity of chemical resistant floor coatings depends on the synergy between precise resin chemistry and rigorous mechanical preparation. Ignoring the "invisible" half of the project, the substrate engineering, is a gamble that leads to catastrophic failure. You need a solution that stands up to aggressive corrosives while maintaining compliance with 2026 Georgia building codes. Precision is not optional. It is the definitive standard for industrial durability.
We are specialists in Sweating Slab Syndrome Remediation and industrial-grade moisture mitigation. Our team manages every variable, from expert floor preparation and glue removal to final spark testing. We eliminate the uncertainty that plagues generic installations. It's time to move beyond temporary fixes and invest in a surface engineered for total reliability. Secure Your Facility with Professional Chemical Resistant Coatings and gain the peace of mind that comes from elite craftsmanship. Your concrete assets deserve nothing less than absolute protection. Let's build a foundation that lasts.
Frequently Asked Questions
What is the difference between chemical resistance and acid resistance?
Acid resistance is a specialized subset of broader chemical resistance. While many coatings resist mild alkalis or industrial cleaners, only specific resin chemistries, such as Novolac epoxies, can withstand the aggressive molecular assault of concentrated sulfuric or nitric acids. Chemical resistance is an umbrella term covering solvents, fuels, and salts. You must verify that your chosen system is rated for the specific reagent concentrations present in your facility's safety data sheets.
How long do chemical resistant floor coatings typically last in an industrial setting?
A professionally engineered system typically provides a service life of 10 to 15 years. This lifespan depends heavily on the frequency of chemical exposure and the severity of mechanical stress from heavy machinery. Zones subject to continuous immersion or high-temperature washdowns may require more frequent inspections. The integrity of the initial mechanical bond is the primary factor in determining how long the system remains effective under duress.
Can chemical resistant floor coatings be applied over existing epoxy floors?
You shouldn't apply high-performance chemical resistant floor coatings over an existing epoxy layer. The new system is only as reliable as the bond of the layer beneath it. If the old coating fails or delaminates due to chemical seepage, your new investment will fail with it. We insist on mechanical floor preparation to remove legacy materials and reach the raw concrete substrate for a definitive, permanent bond.
Do I need to shut down my entire facility for the installation process?
Total facility shutdown isn't always a requirement, but the installation zone must be completely isolated. We coordinate phased applications to maintain your operational flow. However, curing times and environmental controls are non-negotiable. The resin requires a specific window of time to achieve full cross-linking density. Attempting to return a floor to service before it reaches its chemical-proof state will lead to immediate coating failure.
Are there low-VOC or odor-free chemical resistant flooring options?
Yes, modern industrial resins are available in low-VOC and zero-VOC formulations that meet the strict 2026 Georgia environmental standards. These systems allow for installation in sensitive environments, such as pharmaceutical labs or food processing plants, without the risk of toxic off-gassing. We prioritize these advanced chemistries to ensure your facility remains compliant with EPA amendments while protecting the health of your workforce during the application process.
What happens if a chemical is spilled that isn't on the resistance chart?
You must neutralize and remove the spill immediately to prevent potential substrate damage. If a reagent isn't listed on the manufacturer's chemical resistance chart, its effect on the polymer bond is technically unknown. We recommend consulting the chemical's SDS and contacting us for a technical evaluation. We can often perform localized testing to determine if the existing resin can handle the new chemical threat without compromising the slab.
How does moisture in the concrete slab affect chemical resistant coatings?
Moisture vapor transmission is the most common cause of coating delamination in Georgia facilities. Hydrostatic pressure from beneath the slab can force the coating to blister or "pop" regardless of its chemical strength. We eliminate this risk by performing rigorous MVT testing before any resin is applied. If moisture levels are high, we install specialized moisture mitigation barriers to stabilize the slab and protect the integrity of the final chemical barrier.
Is polished concrete naturally chemical resistant?
No, polished concrete remains a porous calcium-based material that is highly susceptible to chemical etching. While densifiers increase surface hardness, they don't create an impenetrable barrier against acids or aggressive solvents. For environments where chemical spills are a daily reality, you need specialized chemical resistant floor coatings. These systems provide the molecular density required to block contaminants that would otherwise saturate and destroy a standard polished or sealed surface.


